 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


produkty









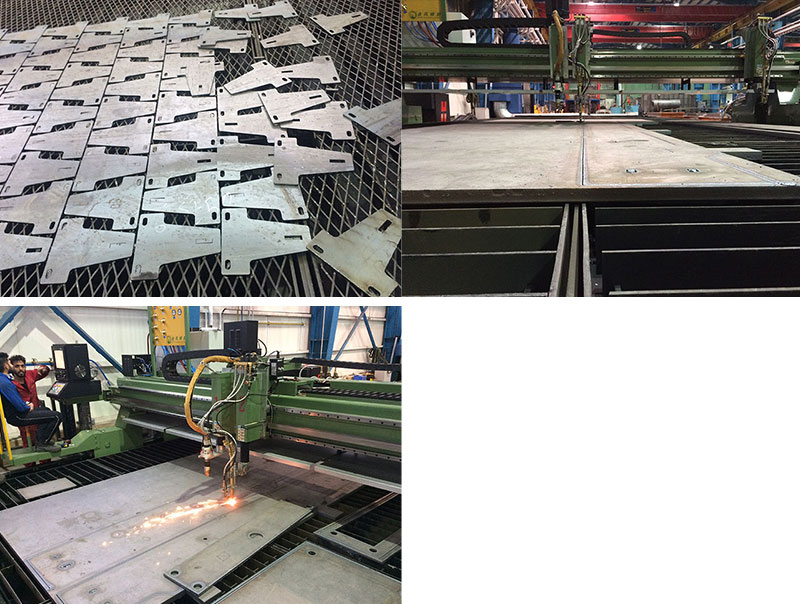
Stroje na řezání plazmou a kyslíkem
JINFENG® je profesionální čínský výrobce a dodavatel CNC řezacích strojů Plamsa a Oxyfuel za dostupnou cenu. CNC řezací stroje Plamsa And Oxyfuel jsou vysoce výkonné tepelné řezací stroje pro zpracování plechů s různými funkčními zařízeními a nástroji.
Odeslat dotaz
Stáhnout PDF
Popis výrobku
JINFENG® je profesionální čínský výrobce a dodavatel CNCStroje na řezání plazmou a kyslíkems dostupnou cenou. CNCStroje na řezání plazmou a kyslíkemjsou vysoce výkonné tepelné řezací stroje pro zpracování plechů s různými funkčními zařízeními a nástroji.
TG/TPG
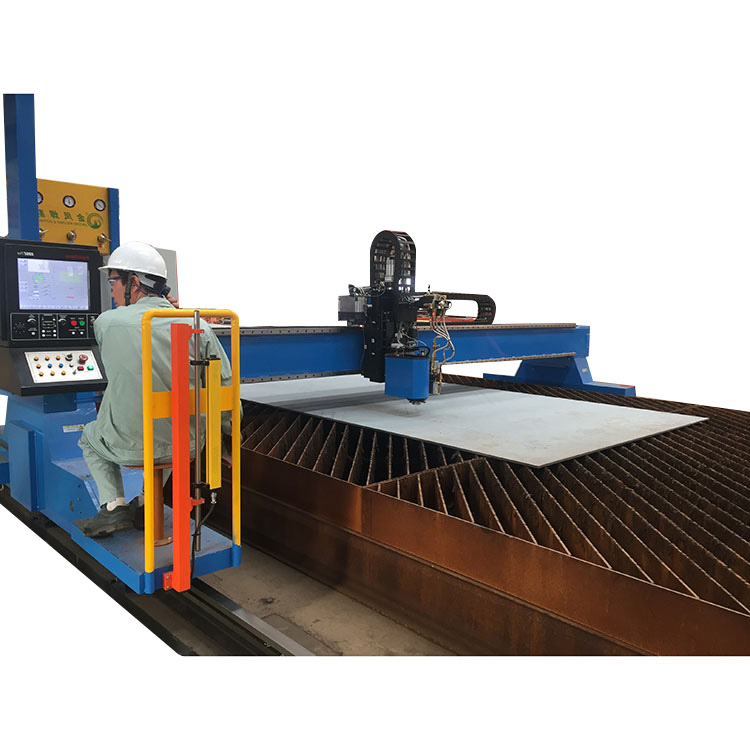
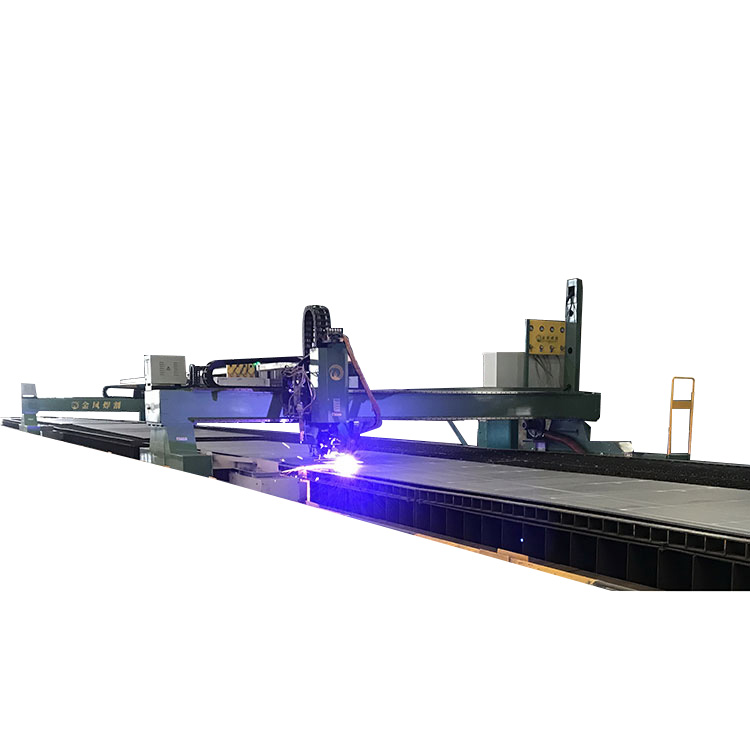
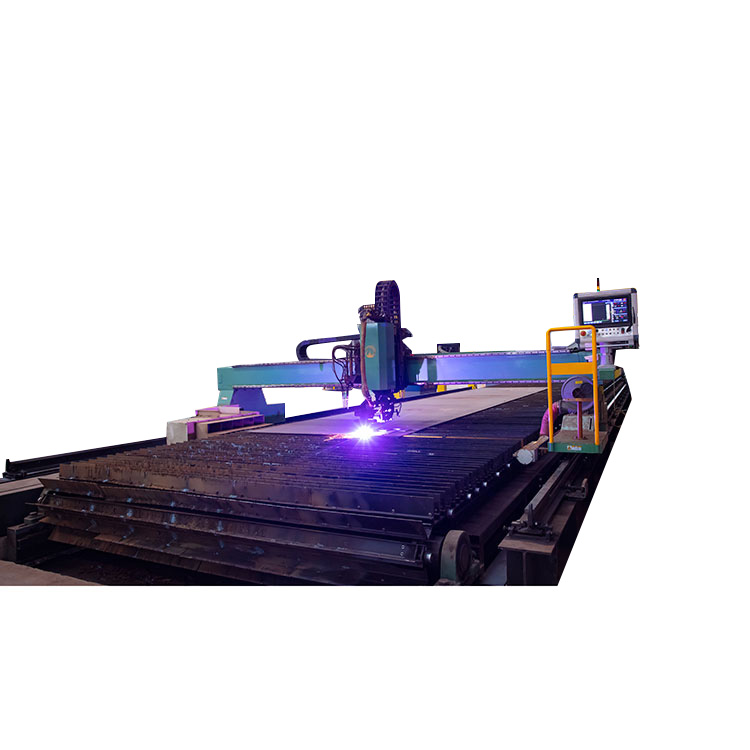
CNCStroje na řezání plazmou a kyslíkem
Pro všechny CNCStroje na řezání plazmou a kyslíkemkterý vyrábí JINFENG WELDCUT bude dodán koncovému uživateli s 2letou zárukou.
CNCStroje na řezání plazmou a kyslíkemjsou duální pohon se servomotory. Kolejnice pro portálový pojezd jsou vyrobeny ze železničních kolejnic s vysokou tvrdostí, které jsou přesným opracováním a broušením kolejnicovou bruskou, aby byla zajištěna přesnost kolejnic menší než 0,02 mm, čímž je zajištěna vysoká kvalita řezání dílů.
CNCStroje na řezání plazmou a kyslíkemjsou velmi oblíbené v různých průmyslových odvětvích pro zpracování plechů.
Specifikace
|
Modelka |
TG |
TPG |
|
Rozpětí kolejnice |
6m ~ 14m |
3m ~ 14m |
|
Pracovní šířka |
Rozpětí kolejnice - 1m |
Rozpětí kolejnice â 1,5m |
|
Délka kolejnice |
> 6 m |
> 6 m |
|
Plazmová rotace Úkosové řezání |
Ne |
Ano |
|
Oxyfuel Rotation Úkosové řezání |
Ano |
Ano |
|
Inkoustový popisovač |
Ano |
Ano |
|
Vertikální řezání plazmou |
Ano |
Ano |
Funkce A Aplikace
1. Podporujte suché plazmové řezání, plazmové značení, řezání kyslíkem, CAD-CAM software, inkoustové značení, mnoho různých funkčních nástrojů a zařízení.
2. Rychlost vykládání až 18 m/min pro duální pohon. (vyšší rychlost jako volitelná možnost)
3. Podporujte různé Nesting software, který dokáže vytvořit řezací program podle normy DIN.
4. Jednoduchá a snadná instalace
Vybavení a nástroje
Pro různé účely zpracování uživatele existuje mnoho volitelných zařízení a nástrojů, které lze integrovat do CNCStroje na řezání plazmou a kyslíkemrealizovat speciální řezání pro zvýšení efektivity výroby zákazníků.
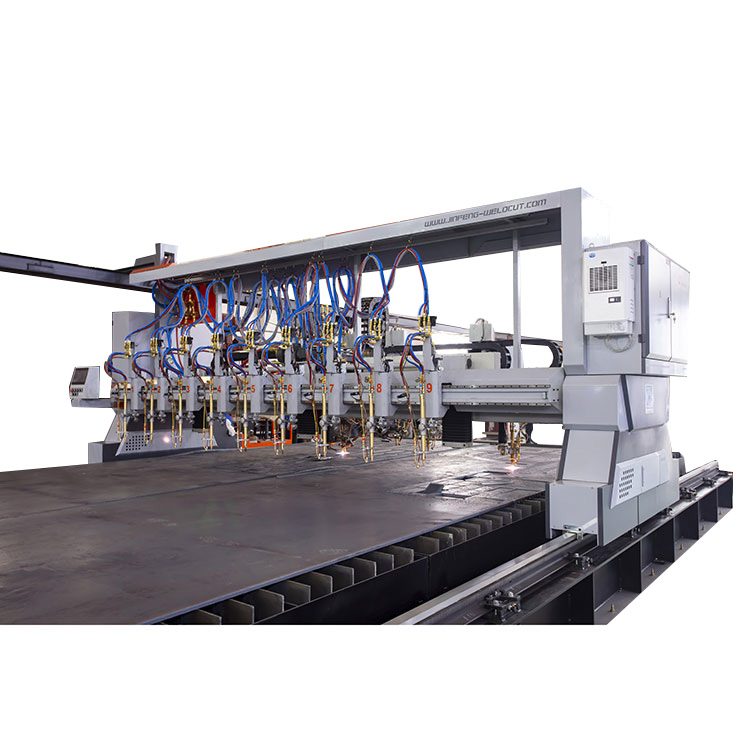
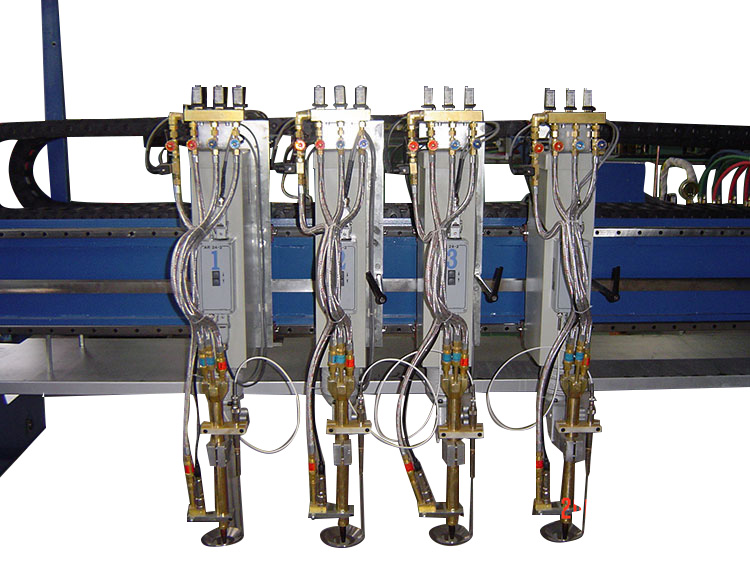
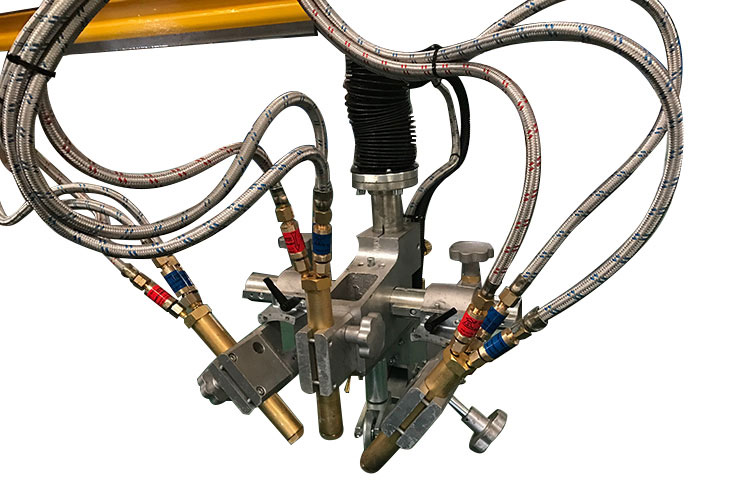
1.0 Vícečetné svítilny
Zákazníci si mohou vybrat počty CNC hořáků, které potřebují.
CNC kyslíkový hořák je volitelně vybaven samozapalovacím zařízením a kapacitním snímačem výšky
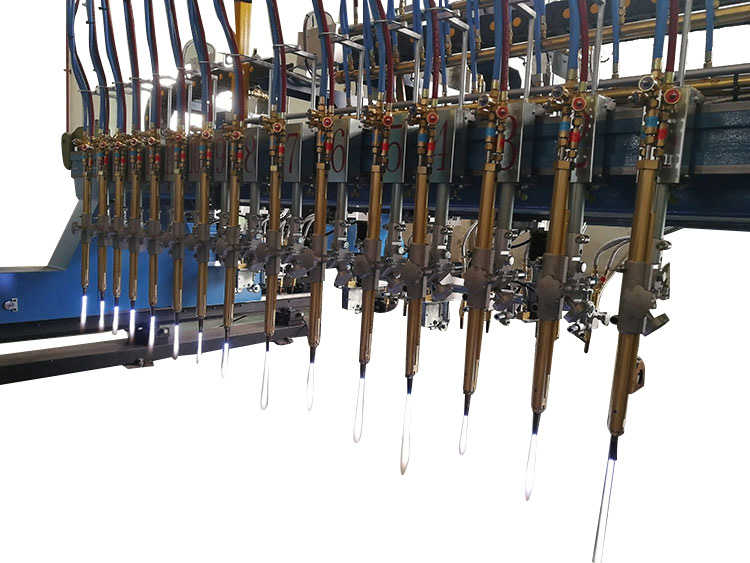
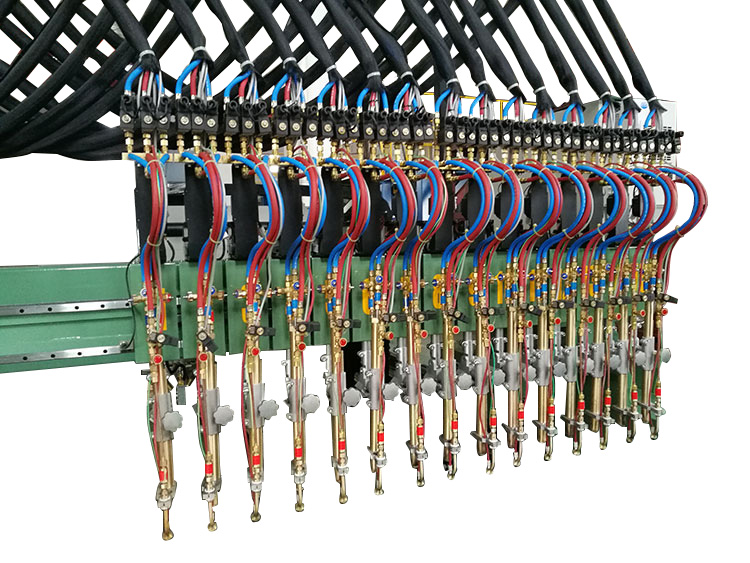
2.0 Řezání pásů
Jednotka pro řezání pásů je speciální konstrukce pro společnosti vyrábějící ocelové konstrukce, loděnice, které mají mnoho pásů k řezání. Pásy se většinou používají v ocelových konstrukcích jako stojina a příruby k výrobě svařovaného H nosníku nebo v loděnicích jako stojina a příruby k výrobě T nosníků pro výztuhy plavidla. Pásové řezací hořáky lze instalovat na zadní stranu CNCStroje na řezání plazmou a kyslíkem.
3 Řezání pásů s automatickým parkováním
Na každém pásovém hořáku je instalován servomotor. Zadáním polohy a vzdálenosti mezi pásovými hořáky se pak každý pásový hořák může přesunout do požadované polohy v automatickém režimu, bez ručního nastavení pracovníkem.
4. Trojitá hlava hořáku pro přímou zkosenou hlavu – Flame 1D Bevel
Při výrobě oceli existuje mnoho svařovacích prací. Pro kvalitní svařování s plným průvarem může být nutné provést přípravu úkosu pro svařování. Pro tuto aplikaci zavádíme úkosové řezání s trojitou hořákovou hlavou, což je úkosová hlava se 3 ks kyslíkového řezacího hořáku. 3 hořáky hoří současně, aby řezaly na ocelovém plechu, aby se získal díl se zkosením ve V, Y nebo K, který může vyžadovat řezání při jednom průchodu. Což je velmi účinný proces pro úkosové řezání.

5. Plazmová hlava pro rotační zkosení – Plazmové 3D zkosení
Jedná se o nekonečně rotační úkosovou hlavu pro řezání dílů se zakřivenou linií se zkosenou hranou pro svařování
Protože plazmová 3D úkosová hlava pro úkosové řezání je ve srovnání s jinými hořákovými hlavami těžší, ale plazmové řezání vyžaduje vysokou tuhost a vysoké zrychlení. Z tohoto důvodu naše společnost použila k výrobě této úkosové hlavy Plasma 3D vysokopevnostní materiály z leteckého hliníku a svařila úkosovou hlavu Plasma 3D technologií frikčního svařování a tím snížila hmotnost vozíku. Konečně dosahujeme nízké hmotnosti, vysoké tuhosti a vysokorychlostního zrychlení úkosové hlavy Plasma 3D pro zvýšení kvality řezání plazmy. Zvedací těleso má podobu lineární vodicí lišty + kuličkového šroubu pro realizaci vysoce přesného zvedání a pohybu řezacího hořáku

6. Plamenová trojitá hlava pro rotační zkosení – Flame 3D zkosení
Jedná se o rotační hlavu s trojitým plynovým hořákem pro řezání dílů se zkosenou hranou se zakřivenou linií.
Jeho konstrukce spočívá v upevnění 3 svítilen na jednom stanovišti. První hořák se používá pro řezání pod úkosem. Druhý hořák pro vertikální řezání, Třetí pro řezání horního úkosu. Tímto řezáním pak lze dosáhnout úkosu s určitou přesností. Typy úkosu jsou: V, X, Y, K. Úhel úkosu je 23-45º. Protože úhel úkosu je relativní k tloušťce desky, je zde omezena tloušťka úkosu. Maximální tloušťka zkosení je 75 mm. V tabulce jsou uvedeny tloušťky a úhel řezu u stanice úkosování úkosu s trojitým hořákem Flame. Na horní vozík instalujeme rotační jednotku, která otáčí sestavou trojitého hořáku pomocí servomotoru a převodovky, aby se dosáhlo přesného, spolehlivého rotačního pohybu. Hlava se z nulové polohy otáčí až o 400 stupňů v obou směrech

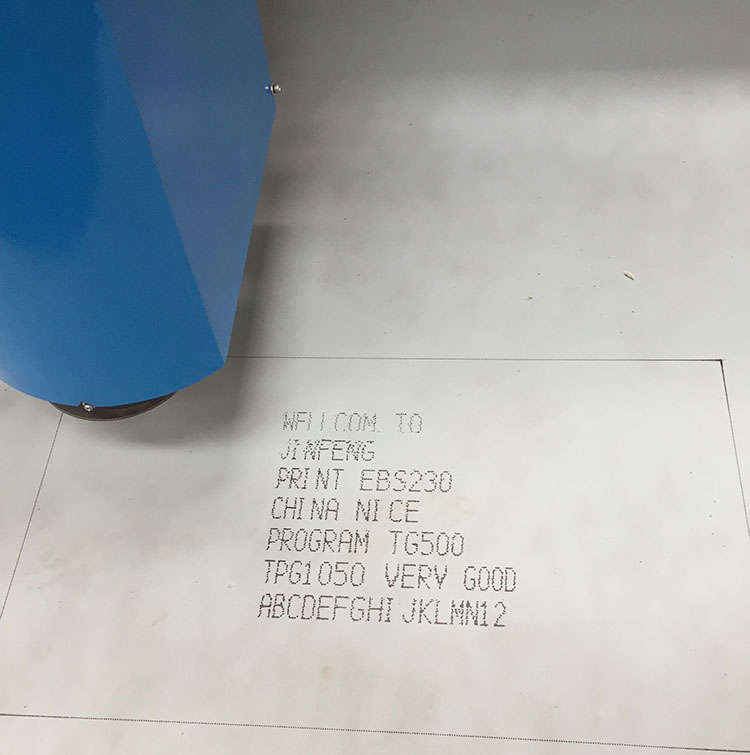
7. InkJet marker
Inkoustové značkovací zařízení jsou známé značky z Německa.
Před řezáním na ocelový plech název dílu, poloha dílu v ocelové konstrukci a následný proces zpracování každé strany dílu, jako jsou požadavky na svařování, nástřik na řezný díl. Na jedné straně je vhodný pro identifikaci a skladování a řízení přepravy dílů, na druhé straně je vhodný pro zpracování a montáž a svařování dílů v následném procesu
JINFENG používá importovanou německou inkoustovou tiskárnu. Po skončení inkoustového tisku se zpětná trubka automaticky přesune k trysce, aby vytvořila utěsněnou smyčku a zabránila zaschnutí inkoustu. Dokáže efektivně vyřešit problém, že běžný inkoust z trysek snadno zaschne a zablokuje trysku. Vysoce kvalitní ocelová povrchová inkoustová tiskárna využívá solenoidový ventil s vysoce spolehlivou patentovanou technologií, která výrazně zlepšuje těsnost a citlivost, činí písmo flexibilnějším. Výkon německého inkoustového stroje je spolehlivý, odolný, může splňovat všechny druhy průmyslových inkoustových potřeb, může pracovat v drsném prostředí, jako je prašné prostředí, vlhké prostředí, výrobní linka vibračního prostředí může být také normální provoz. V případě nutné údržby vám modularizace zařízení umožňuje snadnou výměnu vadných dílů, čímž se výrazně zkracuje doba na odstraňování poruch a snižují se náklady.
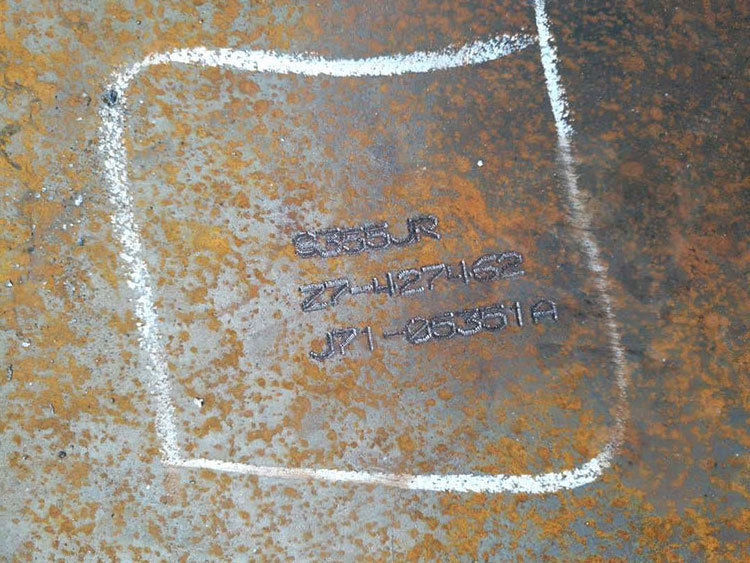
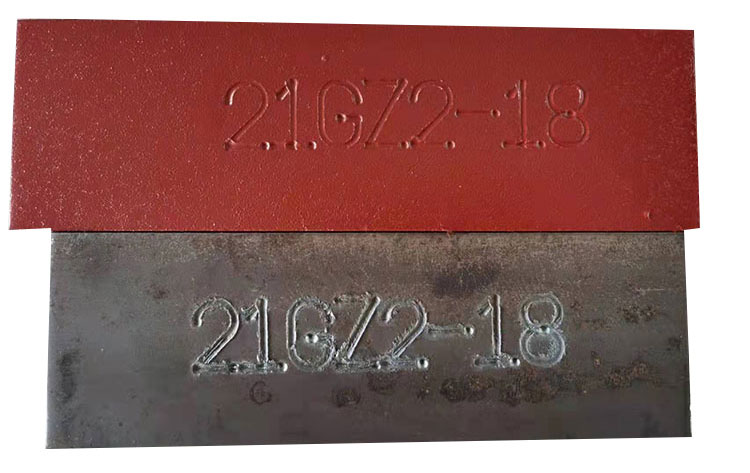
8. Dot peen marker
Dle požadavku uživatele děrovat písmena a číslice jako číslo dílu každého stříhaného dílu a toto děrování na stříhaném dílu je trvalé po dlouhou dobu.
Vysekávací značení je velmi důležitou funkcí v technologii řezání.
Když uživatel vytváří CAD výkres vyříznutého dílu, musí zadat informace o ražení. Potom software hnízdění automaticky převede data značení do řezných programů.
|
Značka |
Značka od G7 |
|
Výška postavy |
10 mm |
|
Maximální množství řádku |
5 řádků |
|
Maximální počet znaků na každém řádku |
20 |
|
Maximální plocha značení na každém dílu |
100 x 80 mm |
|
Otáčení |
Žádná rotace |
9. Plazmové značení
Po konfiguraci softwarové části lze plazmovému řezacímu hořáku realizovat funkci plazmového rýhování na deskách.
|
1 |
Šířka čáry |
2-3 mm |
|
2 |
Hloubka čáry |
0,05-0,2 mm |
|
3 |
Rychlost značení |
1000-2000 mm/min |
|
4 |
Délka značení |
Max 12000 mm |
|
5 |
Šířka značení |
Šířka pásu â průměr hořáku |
|
6 |
Malý proud se vybíjí s povrchem oceli a vytváří škrábance na povrchu oceli |
|
Hot Tags: Plamsa And Oxyfuel řezací stroje, Čína, Výrobci, Dodavatelé, Velkoobchod, Továrna, Na míru, Vyrobeno v Číně, Cena, Kvalita, ECA
Související kategorie
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.
Související produkty






X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů