 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


produkty






CNC H Beam svařovací linky
WH6012 Smart CNC H paprskové svařovací linky jsou vysoce výkonné H paprskové výrobní linky kombinované s různými zařízeními a nástroji, které vyrábí JINFENG WELDCUT, který je profesionálním čínským výrobcem a dodavatelem WH6012 Smart CNC H paprskových svařovacích linek s dostupnou cenou. Svařovací linky WH6012 Smart CNC H paprskem poskytují větší bezpečnost a vysokou účinnost pro výrobu H paprsků nebo T paprsků.
Odeslat dotaz
Stáhnout PDF
Popis výrobku
WH6012CNC H paprskové svařovací linky
WH6012 SmartCNC H paprskové svařovací linkyjsou vysoce výkonné výrobní linky H paprsku kombinované s různými zařízeními a nástroji, které vyrábí JINFENG WELDCUT, který je profesionálním čínským výrobcem a dodavatelem WH6012 SmartCNC H paprskové svařovací linkys dostupnou cenou. WH6012 SmartCNC H paprskové svařovací linkyposkytují větší bezpečnost a vysokou účinnost pro výrobu H nosníků nebo T nosníků.
JINFENG WELDCUT poskytne na WH6012 Smart záruku 2 rokyCNC H paprskové svařovací linky. Hlavní elektrické prvky produkce H beam jsou vybírány od světoznámé značky, která uživatelům přinese pohodlnější vyhledávání dílů v místním prostředí, aniž by se dostali z velké vzdálenosti z Číny. WH6012 SmartCNC H paprskové svařovací linkyjsou nejpokročilejší a vysoce automatizované výrobní linky pro zvýšení produktivity pro koncové uživatele z různých průmyslových odvětví.
Specifikace
|
Modelka |
WH6012 |
WH6012 |
|
Kontrolní způsob |
CNC řízené |
CNC řízené |
|
Výška stojiny H-paprsku |
220-1200 mm |
220-1200 mm |
|
Tloušťka sítě |
6-40 mm |
6-40 mm |
|
Šířka příruby H nosníku |
1400-800 mm |
1400-800 mm |
|
Tloušťka příruby |
6-60 mm (Q235); 6–40 mm (Q345) |
6–60 mm (Q345)
|
|
Délka H-paprsku |
5000-15000 mm |
|
|
Typy svařování |
Tečkovací svařování CO2/MAG |
|
|
Kompletní svařování SAW |
||
|
Smontovaná poloha nosníku H |
Horizontální, 4 svarové švy současně |
|
|
Pozice svařování H-paprskem |
Horizontální a naklápěcí pod úhlem 45° |
|
|
Podpora sběru dat pro MES |
||
Seznamy vybavení
|
Ne. |
název |
množství |
Poznámky |
|
1 |
WHZ6015 H-beam Horizontální montážní stroj |
1 set |
|
|
2 |
WMH36 H-Beam Automatický svařovací stroj SAW |
1 set |
4 ramena |
|
WMH36 H-Beam Automatický svařovací stroj SAW |
2set |
2 ramena |
|
|
2.1 |
CNC svařovací polohovadlo WHJ12 |
4set |
|
|
3 |
WJZ6015 H-beam Horizontální rovnací stroj |
1 set |
|
|
4 |
WFZ6012 H-Beam ploutev |
2set |
|
|
5 |
WHG6012 Pojízdný stůl |
6set |
|
|
6 |
Posuvný vozík WYG12Beam |
2set |
|
|
7 |
Inteligentní systém řízení sběru dat |
1 set |
|
Funkce A Aplikace
1. WH6012 SmartCNC H paprskové svařovací linkyjsou vysoce automatizované výrobní linky na výrobu svařovaných I nosníků a H nosníků s menším počtem pracovníků a menšími jeřáby.
2. Pouze 3 pracovníci mohou provozovat celekCNC H paprskové svařovací linky.
3. Linka může být plně integrována se systémem MES a dokončit komunikaci v reálném čase mezi horním počítačem a řídicím systémem, dokončit sběr dat zařízení, nahrát všechna shromážděná data do továrního systému MES (nebo horního centralizovaného řídicího systému) a zajistit včasnost a efektivitu přenosu informací.
4. Návrh a ochrana musí splňovat požadavky příslušných národních norem a ochrany životního prostředí; Bezpečnostní a ochranná zařízení zařízení musí splňovat příslušné průmyslové normy;.
5.Tento WH6012 SmartCNC H paprskové svařovací linkyjsou široce používány v ocelových konstrukcích a ocelových konstrukcích, na moři, na pevnině, pro svařování H-paprsku pro výrobu budov, dílen, továren nebo mostů atd.
6. Flexibilní design svařovacích zařízení umožňuje podporovat všechny značky svařovacích zdrojů.
6. K dispozici jsou certifikace CE, ECA.
7. Tato linka zajišťuje výrobu od lehkých nosníků až po velmi těžké nosníky s velkou tloušťkou bez výměny jakýchkoli nástrojů nebo zařízení.
8. Od montáže až po rovnání celé zpracování nepotřebuje žádné jeřáby, což výrazně snižuje riziko použití jeřábů.


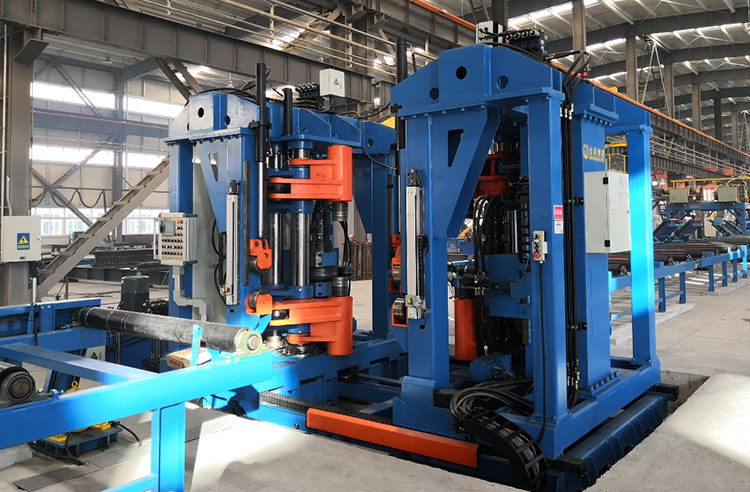
Pohled na strukturu
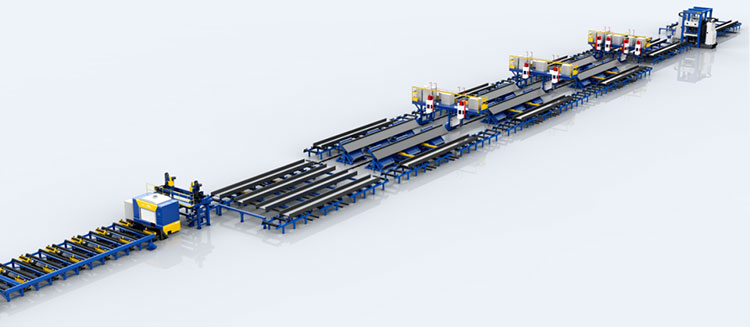
Seznam modulů vybavení použitých ve WH6012 SmartCNC H paprskové svařovací linky
1-Montážní oblast zahrnuje:
Jedna sada vstupního válečkového stolu vybavená naklápěčem příruby a zvedačem pásu pro upevnění 2 přírub a 1 pásu do polohy tvaru H a jejich upnutí ve tvaru H.
Jeden horizontální H paprskový montážní stroj - pro bodové svařování CO2/MAG na montážní pás a příruby ve tvaru H.

Dvě přírubové desky a jedna pásová deska, které mají být sestaveny a vytvořeny, jsou zvednuty jeřábem na vstupní válečkový stůl.
Poté podle automatického programu zařízení zvedne pásovou desku, překlopí dvě přírubové desky a upne pásovou desku tak, aby zpočátku vytvořila tvar H, a poté jsou společně přepraveny do hlavního stroje. Poté se zařízení nainstalované na stroji pro zarovnání konce pásu a přírub, zařízení pro lisování pásu, upínací zařízení H-paprsku, automatický řídicí systém a čtyři sady svařovacích hořáků a další komponenty koordinují, aby spolupracovaly a rychle dokončily montáž H-paprsku bodovým svařováním.

Zařízení pro zvednutí pásu a vyklopení přírub
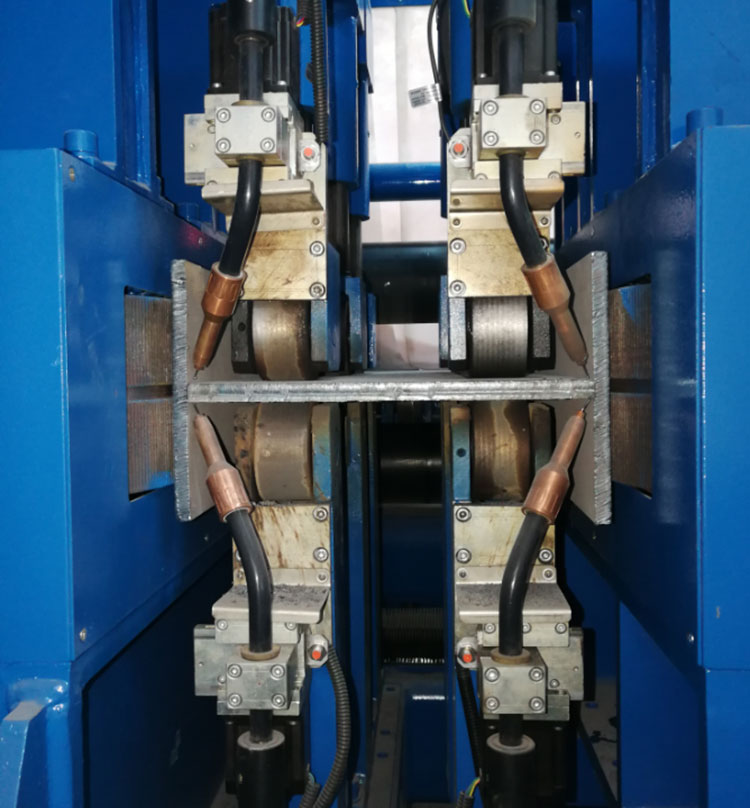
Bodové svařování na 4 švech současně
Po dokončení nakládání přírubové desky a stojiny stačí pouze jedna osoba, která zadá nebo zavolá specifikace a parametry nosníku H na automatickém řídicím systému a stisknutím tlačítka start spustí stroj. Proto je menší využití jeřábu a vysoká bezpečnost;
Pod strojem pracuje v normálních podmínkách, po natažení materiálů na vstupní válečkový stůl není potřeba ručního zásahu uprostřed montáže (jako je ruční polohování, pomocné vyrovnávání pojezdového jeřábu, korekce klepání, zvedání, převracení, skládání atd.), takže stupeň automatizace je velmi vysoký;
Protože každé umístění klíče H-paprsku je řízeno servomotorem a detekováno senzorem, je zabráněno odchylce přesnosti způsobené lidskými rozpaky.
Současně jsou všechny svařovací body čtyř svarových švů automaticky řízeny strojem a rovnoměrnost velikosti a rozteče svarových bodů je lepší než u ručního bodového svařování.

Horizontální montážní stroj H nosníku

2-Svařovací oblast
zahrnuje:
WHM36 H-Beam Automatický svařovací stroj SAW, který je vybaven 4 svařovacími hlavami pod tavidlem (podporuje technologii Single arc svařování nebo tandemového obloukového svařování).

Zařízení se skládá ze dvou částí: portálového svařovacího hlavního stroje a vícepolohového svařovacího polohovadla. Podle svařovacích charakteristik H-paprsku a procesních charakteristik tandemového obloukového svařování pod tavidlem navrhujeme pro toto zařízení dva svařovací režimy, což je nejspeciálnější provedení: „dvouramenné při plochém koutovém svařování“ nebo „jednoramenné při koutovém svařování směrem dolů“. Účelem této konstrukce je, že stroj může automaticky zvolit optimální režim svařování pro realizaci rychlého svařování na H-paprsku, podle různé tloušťky pásů H-paprsku. A vícepolohový svařovací stůl pracuje s potřebou svařovací technologie / režimu pro překlopení H-paprsku v různém potřebném úhlu, aby se dosáhlo nejlepšího průvaru a výkonu svarového švu. Kromě vícepolohového svařovacího stolu funguje mezi svařovacím stolem a válečkovým stolem 180stupňový překlápěč paprsku, který pomůže realizovat automatické podávání H-paprsku a výstup a automatické překlápění pro svařování na různém čísle svarového švu.

Svařování v horizontální poloze = ploché koutové svařování
NEBO:
WHM36 H-Beam Automatický svařovací stroj SAW, který je vybaven 2 svařovacími hlavami pod tavidlem (podporuje technologii Single arc svařování nebo tandemového obloukového svařování).

WHM36 H-Beam Automatický svařovací stroj SAW
Svařování ve sklopné poloze = koutové svařování dolů
Pro práci s každým svařovacím strojem SAW existují 2 sady CNC svařovacích polohovadel pro každý stroj pro otočení paprsku H v horizontále nebo o 55 stupňů, aby byla zajištěna dobrá kvalita svařování.

CNC svařovací polohovadlo

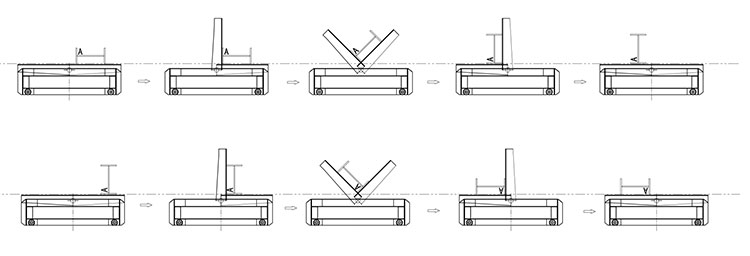
V oblasti svařování jsou překlápěče paprsku pro převrácení paprsku o 90 stupňů nebo 180 stupňů pro různé účely svařování.

Beam Flipper k převrácení H paprsku
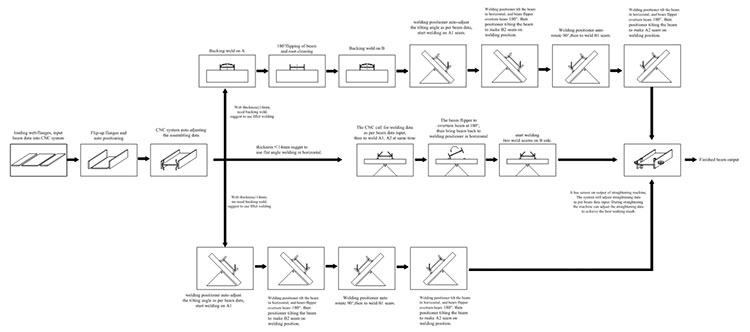
Pracovní vývojový diagram paprskových ploutví:
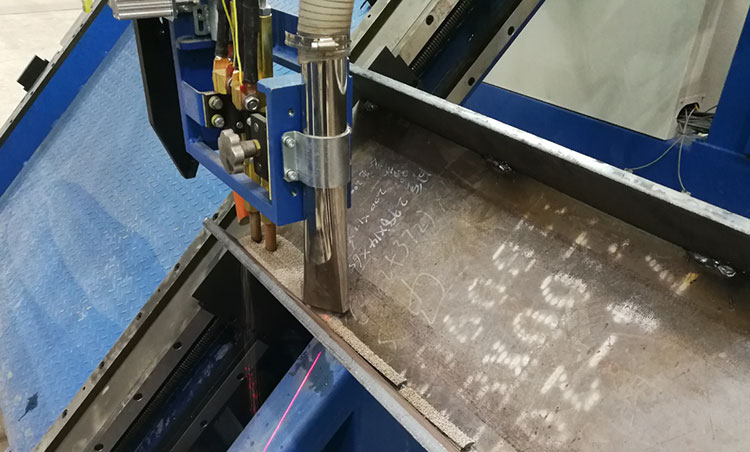
3-Narovnávací oblast, zahrnuje:
Jedna sada překlápěče paprsku k převrácení paprsku H z polohy âHâ do polohy âIâ pro narovnání na přírubě nosníku dalším rovnacím strojem.
Stroje na rovnání přírub H nosníku s jedním H nosníkem - pro rovnání pásnic H nosníku. Jeden H nosník má 2 příruby. Obě příruby potřebují narovnat. Ale stroj se může jednou narovnat na jedné přírubě. Takže po dokončení narovnání 1 příruby, překlápěč paprsku převrátí paprsek o 180 stupňů, aby vytvořil přírubu, kterou je třeba narovnat na spodní straně.
CNC horizontální rovnací stroj

Jak vyrobit svařovaný nosník H/I nosník z ocelového plechu?
Následuje vývojový diagram výroby pro výrobu od desek až po H nosník a výstupní kontrolu.
Vývojový diagram výroby
H-paprskové svařovací linky nainstalované v Usersâ továrně
Hot Tags: CNC H Beam Welding Lines, Čína, Výrobci, Dodavatelé, Velkoobchod, Továrna, Na míru, Made In China, Cena, Kvalita, ECA
Související kategorie
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.









X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů